
- மதிப்பிடப்பட்ட மின்னழுத்தம்: AC220V50/60Hz
- இயந்திர நிகர எடை: 68 கிலோ 50 கிலோ
- அதிகபட்ச சக்தி: 1800W
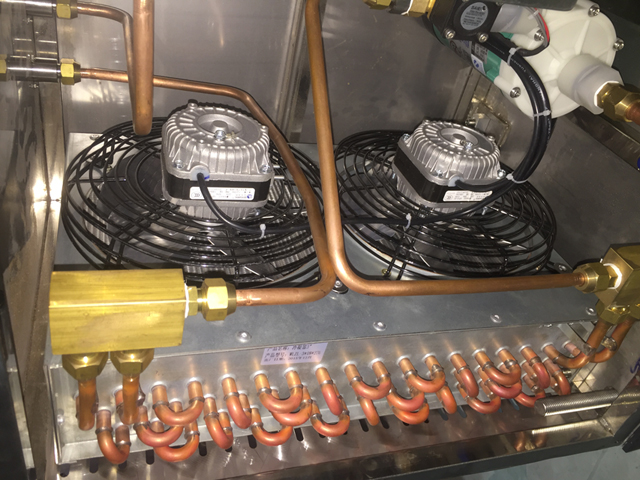
- குளிரூட்டும் முறை: குளிர் காற்று / நீர் இரட்டை குளிர்விக்கும் வழி
- சீல் விட்டம்: φ15-75 மிமீ 15 மிமீ-45 மிமீ 30 மிமீ-60 மிமீ
- பாட்டில் உயரம்: 20-180 மிமீ
- வேலை முறைகள்: தொடர்ந்து வேலை செய்யுங்கள்
- பயன்பாட்டு நோக்கம்: பெரிய அளவிலான உற்பத்தி
- சீல் வேகம்: 0-200 பாட்டில் / நிமிடம்
- பேக்கேஜிங் பரிமாணம்: 1600*450*1500மிமீ
- ஜெனரேட்டர் அளவு: 1450*410*1300மிமீ
தூண்டல் சீல் இயந்திரம் & இன்லைன் கேப்பிங் இயந்திரம் போன்ற இரண்டு முக்கிய இயந்திரம் உட்பட வரி;
பகுப்பாய்வு முகவர் ஆய்வக பயன்பாட்டில் பயன்படுத்தப்படும் மருத்துவ பாட்டில்களை மூடுவதற்கு-சீல் செய்வதற்கு இயந்திரங்கள் பொருத்தமானவை. முழு வரியிலும் பாட்டில்கள் டர்ன்டேபிள் அல்லது தொகுதி குறியீட்டு செயல்பாடு போன்ற துணை உபகரணங்களுடன் பொருத்தப்பட்டிருக்கும்.
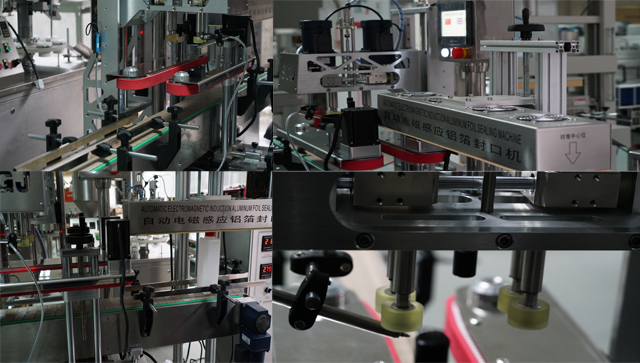
இயந்திரங்களுக்கான அடிப்படை தரவுகள் கீழே உள்ளன:
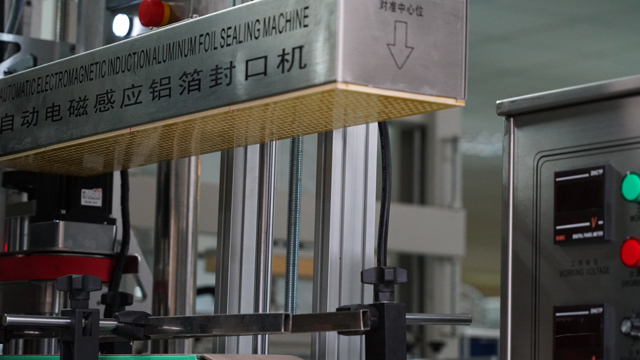
தூண்டல் சீல், அல்லது தொப்பி சீல் என அழைக்கப்படுகிறது, இது பிளாஸ்டிக் மற்றும் கண்ணாடி கொள்கலன்களின் மேற்புறத்தை ஹெர்மெட்டிக் முறையில் மூடுவதற்கு உள் முத்திரையை சூடாக்கும் ஒரு தொடர்பு இல்லாத முறையாகும். கொள்கலன் நிரப்பப்பட்டு மூடிய பிறகு இந்த சீல் செயல்முறை நடைபெறுகிறது.
கலப்புப் பொருட்களைக் கொண்டு மின்காந்த தூண்டல் சீல் செய்யும் தொழில்நுட்பம் இப்போது உலகத்தால் அங்கீகரிக்கப்பட்ட மேம்பட்ட சீல் செய்யும் முறையாகும், மேலும் அதன் தொடர்பு இல்லாத வெப்பமாக்கலின் சிறப்பியல்பு பிளாஸ்டிக் பாட்டிலை (PP, PVC, PET, ABS, HDPE, PS மற்றும் DURACON) அடைப்பதற்கு ஏற்றது. , கண்ணாடி பாட்டில் மற்றும் பல்வேறு கலப்பு பிளாஸ்டிக் குழாய், எனவே தற்போது இது மருந்தகம், உணவு, கிரீஸ், தினசரி வேதியியல், உள்நாட்டு வேதியியல் மற்றும் விவசாய வேதியியல் போன்ற தொழில்களுக்கான பாட்டில்களை சீல் செய்வதற்கான மிகவும் மேம்பட்ட தொழில்நுட்பமாகும்.
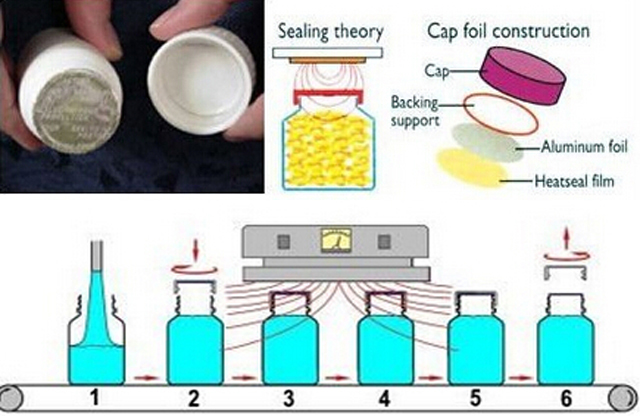
வேலை செய்யும் கொள்கை & அது எவ்வாறு செயல்படுகிறது
ஏற்கனவே செருகப்பட்ட அலுமினிய ஃபாயில் லேயர் லைனர் மூலம் மூடல் பாட்டிலுக்கு வழங்கப்படுகிறது. தேர்வு செய்ய பல்வேறு லைனர்கள் இருந்தாலும், ஒரு பொதுவான தூண்டல் லைனர் பல அடுக்குகளைக் கொண்டது. மேல் அடுக்கு ஒரு காகித கூழ் ஆகும், இது பொதுவாக தொப்பியில் ஒட்டப்பட்டிருக்கும். அடுத்த அடுக்கு மெழுகு ஆகும், இது அலுமினியத் தாளின் ஒரு அடுக்கை கூழுடன் பிணைக்கப் பயன்படுகிறது. கீழ் அடுக்கு என்பது படலத்தில் லேமினேட் செய்யப்பட்ட பாலிமர் படமாகும். தொப்பி அல்லது மூடல் பயன்படுத்தப்பட்ட பிறகு, கொள்கலன் ஒரு தூண்டல் சுருளின் கீழ் செல்கிறது, இது ஊசலாடும் மின்காந்த புலத்தை வெளியிடுகிறது. தூண்டல் சுருளின் (சீலிங் ஹெட்) கீழ் கொள்கலன் செல்லும் போது, மின்கடத்தா அலுமினிய ஃபாயில் லைனர் சுழல் நீரோட்டங்கள் காரணமாக வெப்பமடையத் தொடங்குகிறது. வெப்பம் மெழுகு உருகுகிறது, இது கூழ் ஆதரவில் உறிஞ்சப்பட்டு தொப்பியிலிருந்து படலத்தை வெளியிடுகிறது. பாலிமர் படமும் வெப்பமடைந்து கொள்கலனின் உதட்டில் பாய்கிறது. குளிர்ந்த போது, பாலிமர் கொள்கலனுடன் ஒரு பிணைப்பை உருவாக்குகிறது, இதன் விளைவாக ஹெர்மெட்டிக் சீல் செய்யப்பட்ட தயாரிப்பு ஏற்படுகிறது. கொள்கலன் அல்லது அதன் உள்ளடக்கங்கள் எதிர்மறையாக பாதிக்கப்படுவதில்லை; உருவாக்கப்படும் வெப்பம் உள்ளடக்கங்களை பாதிக்காது.
சீல் லேயர் மற்றும் ஏதேனும் பாதுகாப்பு தடைகளுக்கு சேதம் விளைவிக்கும் படலத்தை அதிக வெப்பமாக்குவது சாத்தியமாகும். ஆரம்ப சீல் செயல்முறைக்கு சில வாரங்களுக்குப் பிறகும் இது தவறான முத்திரைகளை ஏற்படுத்தக்கூடும், எனவே ஒரு குறிப்பிட்ட தயாரிப்பை இயக்கத் தேவையான சரியான அமைப்பைத் தீர்மானிக்க தூண்டல் சீல்லின் சரியான அளவு முக்கியமானது.
சீல் செய்வது கையால் பிடிக்கப்பட்ட அலகு அல்லது கன்வேயர் அமைப்பில் செய்யப்படலாம்.
ஒரு மிக சமீபத்திய வளர்ச்சி (இது சிறிய எண்ணிக்கையிலான பயன்பாடுகளுக்கு மிகவும் பொருத்தமானது) மூடல் தேவையில்லாமல் ஒரு கொள்கலனில் படல முத்திரையைப் பயன்படுத்த தூண்டல் சீல் பயன்படுத்த அனுமதிக்கிறது. இந்த வழக்கில், படலம் முன் வெட்டு அல்லது ஒரு ரீலில் வழங்கப்படுகிறது. ஒரு ரீலில் வழங்கப்பட்ட இடத்தில், அது டை கட் செய்யப்பட்டு கொள்கலன் கழுத்தில் மாற்றப்படுகிறது. படலம் இடத்தில் இருக்கும்போது, அது முத்திரை தலையால் அழுத்தப்படுகிறது, தூண்டல் சுழற்சி செயல்படுத்தப்படுகிறது மற்றும் முத்திரை கொள்கலனில் பிணைக்கப்பட்டுள்ளது. இந்த செயல்முறை நேரடி பயன்பாடு என்று அழைக்கப்படுகிறது.
வரைதல்
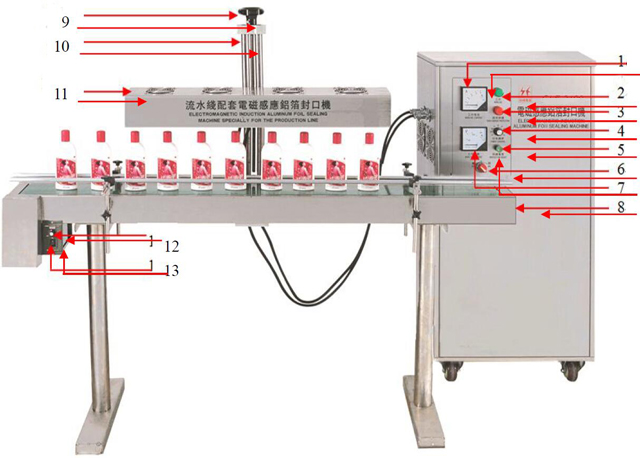
- அம்மீட்டர்: முழு இயந்திரத்தின் செயல்பாட்டின் போது தற்போதைய நிலையைக் காட்டுகிறது.
- வேலை காட்டி: வேலை செய்யும் விதிவிலக்கான நிலையைக் காட்டுகிறது
- ஓவர் கரண்ட் காட்டி: அசாதாரண வேலை நிலையைக் காட்டுகிறது.
- சக்தி கட்டுப்பாடு: சக்தி கட்டுப்படுத்தி.
- பாதுகாப்பு மீட்டமைப்பு: இயல்பான பணி நிலையை மீட்டெடுக்கவும்.
- பவர் சுவிட்ச்: முழு இயந்திரத்தின் சக்தியையும் கட்டுப்படுத்துகிறது.
- வோல்ட்மீட்டர்: முழு இயந்திரத்தின் செயல்பாட்டின் போது மின்னழுத்த நிலையை காட்டுகிறது.
- கன்வேயர்: பாட்டில்கள் கடத்தும்.
- கை சக்கரம்: வெவ்வேறு பாட்டில்களின் உயர அளவுக்கான சரிசெய்தல்.
- லிஃப்ட் அலமாரிகள்: இது நிலையான மற்றும் உயரும் அல்லது குறையும் உயரம் மற்றும் சீல் தலையின் குறைந்த செயல்பாடு.
- சீல் செய்யும் தலை: பாட்டில் மூடியில் உள்ள அலுமினியத் தாளை சூடாக்கி சீல் வைக்கும்.
- சரிசெய்தலின் வேகம்: கன்வேயர் பெல்ட் செயல்பாட்டு பொத்தானின் சரிசெய்தல் வேகம்.
- தொடக்க சுவிட்ச்: கன்வேயர் கட்டுப்பாட்டு சுவிட்ச்.

- மதிப்பிடப்பட்ட மின்னழுத்தம்: AC220V50/60Hz
- இயந்திர நிகர எடை: 68 கிலோ 50 கிலோ
- அதிகபட்ச சக்தி: 1800W
- குளிரூட்டும் முறை: குளிர் காற்று / நீர் இரட்டை குளிர்விக்கும் வழி
- சீல் விட்டம்: φ15-75 மிமீ 15 மிமீ-45 மிமீ 30 மிமீ-60 மிமீ
- பாட்டில் உயரம்: 20-180 மிமீ
- வேலை முறைகள்: தொடர்ந்து வேலை செய்யுங்கள்
- பயன்பாட்டு நோக்கம்: பெரிய அளவிலான உற்பத்தி
- சீல் வேகம்: 0-200 பாட்டில் / நிமிடம்
- பேக்கேஜிங் பரிமாணம்: 1600*450*1500மிமீ
- ஜெனரேட்டர் அளவு: 1450*410*1300மிமீ
தூண்டல் சீல் இயந்திரத்தில் முறையைப் பயன்படுத்தவும்

- பாட்டில்களின் உயர அளவு சரிசெய்தல்: "சீலிங் ஹெட்" கீழ் பாட்டிலை வைத்து, "கை சக்கரத்தை" சரிசெய்து, "சீலிங் ஹெட்" அடிப்பகுதிக்கும் பாட்டில் கவர் முகத்திற்கும் இடையே உள்ள தூரத்தை சுமார் 1-3 மிமீ என உறுதிசெய்து, "ஸ்டார்ட் சுவிட்சை" திருப்பவும் "ஆன்" ஆக, கன்வேயர் பெல்ட் இயங்கத் தொடங்குகிறது மற்றும் பாட்டில்கள் சீல் செய்யும் தலையைத் தொடுகிறதா என்பதைச் சரிபார்க்க பெல்ட்டின் குறுக்கே செல்லட்டும். கடினமானது இல்லாமல் சிறிய தூரம் சிறந்தது.
- கன்வேயர் பெல்ட்டின் வேகத்தை "வேகக் கட்டுப்பாடு" மூலம் சரிசெய்யவும். அலுமினிய தகடு சீல் என்பது பெல்ட் வேகம் மற்றும் சக்தியுடன் தொடர்புடையது. பெல்ட்டில் சில பாட்டில்களை வைத்து, "பவர் சுவிட்சை" இயக்கவும் மற்றும் சீல் சோதனை செய்யவும். பாட்டில்கள் உறுதியாக சீல் செய்யப்பட்டவுடன் செயல்பாடு முறையாகத் தொடங்குகிறது.
- பூட்-ஸ்ட்ராப்பில் மென்மையான தொடக்கத்திற்காக காத்திருந்து 30 வினாடிகளுக்குப் பிறகு அம்மீட்டர் 3.2A ஐக் காட்டும்போது சீல் செய்வதைத் தொடங்கவும்.
- இயந்திர பணிநிறுத்தத்தில் "பவர் சுவிட்ச்" மற்றும் "ஸ்டார்ட்அப் சுவிட்ச்" ஆகியவற்றை அணைக்கவும்.
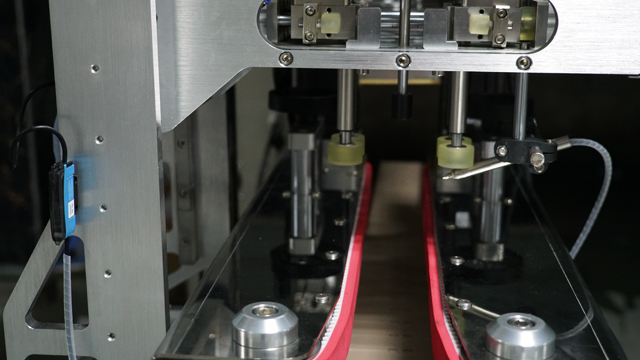
இன்லைன் கேப்பிங் மெஷின்:
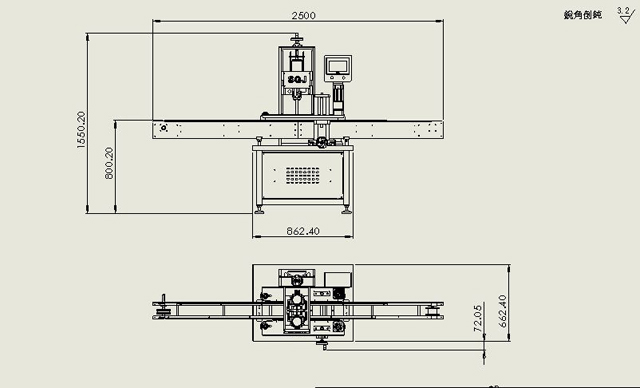
- உற்பத்தி திறன்: 40-60 கேப்ஸ் / நிமிடம்
- தொப்பி அளவு: 10-50/35-140 மிமீ
- பாட்டில் விட்டம்: 35-140 மிமீ
- பாட்டில் உயரம்: 38-300 மிமீ
- அளவு(L×W×H): 1000×800×1200mm
- எடை: 350 கிலோ
இன்லைன் கேப்பிங் மெஷின் வரைதல்
| 1 | பாட்டில்கள் | 2 | பாட்டில்களை சரிசெய்தல் |
| 3 | நிலையை சரிசெய்ய கைப்பிடி | 4 | உராய்வு கப்பி |
| 5 | பக்கவாதம் நிலை தொகுதி | 6 | சிலிண்டரை அழுத்தும் தொப்பிகள் |
| 7 | நிலைக்கான கைப்பிடி | 8 | கேப்பிங் சரிப்படுத்தும் தொகுதி |
| 9 | கேப்பிங் சிலிண்டர் | 10 | கேப்பிங் மோட்டார் |
| 11 | கட்டுப்பாட்டு பெட்டி | 12 | கை சக்கரம் |
A முதல் Z வரை கேப்பிங் சரிசெய்தல்

பாட்டில்கள் சரிசெய்தல் சரிசெய்தல்
1. கைப்பிடியை தளர்த்தவும் (3)
2. முன்-நிலைப்படுத்தப்பட்ட பாட்டில்களை வைக்கவும் (1)
3. கேப்ஸ் சென்டர் சிலிண்டர் (9) மையத்துடன் ஒத்துப்போனால் கண் பார்வை; ஒருமுறை கைப்பிடியை சரிசெய்யவும் (3)
கேப்பிங் உயரம் சரிசெய்தல்
1. கைப்பிடியை தளர்த்தவும் (7)
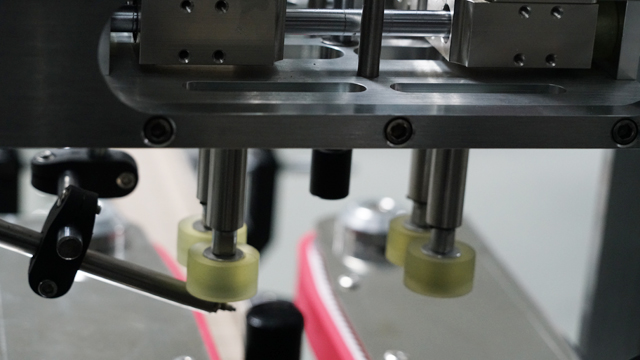
2. கேப்பிங் உராய்வு சக்கரத்தை (4) கீழே உள்ள தூரத்தை 2 மிமீக்கு கீழே தொப்பியை உருவாக்க கைப்பிடியை (12) சரிசெய்யவும், கைப்பிடியை சரிசெய்யவும் (7)
உறைதல் உராய்வு இடைவெளிகளை சரிசெய்தல்:
1. காற்று மூலத்தை மூடு
2. உராய்வு சக்கரங்களுக்கு இடையே ஃபிக்ஸ் தொப்பிகளை வைக்கவும் (4)
3. ஸ்ட்ரோக் மாட்யூல் (5) ஸ்க்ரூவை சரிசெய்ய உராய்வு சக்கரத்தை (4) நகர்த்துவதன் மூலம் தொப்பிகளை அணுகவும் (இருபுறமும் கண் பார்வை அளவீடு மூலம் சமச்சீர் இருக்க வேண்டும்). வலது ஃபாஸ் ஒவ்வொரு பக்கத்திற்கும் 2 மிமீ முதல் 3 மிமீ வரை இருக்க வேண்டும்;
கேப்பிங் சிலிண்டர் உயரம் சரிசெய்தல் (கேப்ஸ் மாதிரிகள் படி)
1. ஸ்க்ரூவை தளர்த்தவும் (8) கேப்பிங் சிலிண்டரை (9) ப்ரூட் செய்யவும்;
2. கேப்பிங் நட்டிலிருந்து தொப்பிகளின் உச்சி வரை 1 மிமீ-2 மிமீ தூரத்தை விடவும்
3. திருகு (8)
கேப்பிங் சிலிண்டர் வேக சரிசெய்தல்
1. காற்று அழுத்தத்திற்கான அழுத்த அமைப்பை சரிசெய்ய விநியோக சக்தி மற்றும் காற்று மூலத்தை இணைக்கவும் (தரநிலை 0.74mpa-0.6Mpa)
2. கேப்பிங் நேரம் மற்றும் கேப்பிங் இடைவெளியை சரிசெய்யவும் (நிலையான 1 வி முதல் 1.5 வி வரை) மாநிலத்தை கைமுறையாகத் தேர்ந்தெடுக்கவும், இடது-வலது உராய்வு சக்கர காற்றழுத்த வேகத்தை சரிசெய்ய மிதி சுவிட்சை சுட்டிக்காட்டவும், இறுதியாக அது இரண்டு வேகத்திலும் வேகத்தை சம அளவில் செய்ய வேண்டும் ;
3. கேப்பிங் சிலிண்டர் வேகத்தை சரிசெய்யவும்.
இயந்திரத்தின் சோதனை ஓட்டம்
1. கேப்பிங்கின் சோதனை ஓட்டத்திற்காக ஒரு தயாரிப்பை எடுக்கவும்; கேப்பிங் விளைவுக்கு ஏற்ப கேப்பரை புதுப்பிக்கவும்;
2. முறுக்கு விசைக்கு ஏற்ப முறுக்குவிசையை சரிசெய்யவும்.
கேப்பிங் சீல் செய்வதற்கான பாட்டில்கள் மாதிரிகள்

நீங்கள் விரும்பலாம்
 மின் திரவ கண் சொட்டு பெரிஸ்டால்டிக் பம்ப் மோனோபிளாக் நிரப்புதல் கேப்பிங் மெஷின்
மின் திரவ கண் சொட்டு பெரிஸ்டால்டிக் பம்ப் மோனோபிளாக் நிரப்புதல் கேப்பிங் மெஷின்- செமி ஆட்டோமேட்டிக் நியூமேடிக் க்ரீம் ஜாம் பெப்பர் சாஸ் ஃபில்லிங் மெஷின்
- அத்தியாவசிய எண்ணெய்க்கான பெரிஸ்டால்டிக் பம்ப் லிக்விட் டோசிங் ஃபில்லிங் கேப்பிங் மெஷின்
- தானியங்கி லீனியர் மெட்டல் டின் அலுமினிய கேன்கள் சீலர் சீல் இயந்திரம்
- பிளாஸ்டிக் லேமினேட் குழாய்களுக்கு குழாய் நிரப்புதல் மற்றும் சீல் செய்யும் இயந்திரம்
- பொருளாதார திரவ சோப்பு ஷாம்பு பாட்டில் நிரப்புதல் கேப்பிங் லேபிளிங் இயந்திரம்
- தன்னியக்க ஸ்டெர்லைஸ்டு இன்ஜெக்டர் சிரிஞ்ச் ஃபில்லிங் பிளக்கிங் சீலிங் மெஷின்
- அரை தானியங்கி 4 தலைகள் கிடைமட்ட திரவ பாத்திரங்களைக் கழுவும் இயந்திரம்
- எலிவேட்டர் ஏற்றுதல் அமைப்புடன் டால்கம் பவுடர் ஸ்க்ரூ ஆகர் நிரப்பும் இயந்திரம்
- அரை தானியங்கி டேப்லெட் பிளாட் பாட்டில்கள் பைகள் ஸ்டிக்கர் லேபிளிங் இயந்திரம்









